Поиск по сайту:
«Эксплуатация систем электроснабжения. Ремонт кабельных линий»
6. РЕМОНТ КАБЕЛЬНЫХ ЛИНИЙ
6.1. Общие указания по ремонту
Во время эксплуатации кабельных линий по определенным причинам кабели, а также соединительные муфты и концевые заделки выходят из строя. Основные причины повреждения кабельных линий напряжением 1…10 кВ следующие:
– предшествующие механические повреждения – 43 %;
– непосредственные механические повреждения строительными и другими организациями – 16 %;
– дефекты в соединительных муфтах и концевых заделках во время монтажа – 10 %;
– повреждение кабеля и муфт в результате осадки грунта – 8 %;
– коррозия металлических оболочек кабелей – 7 %;
– дефекты изготовления кабеля на заводе – 5 %;
– нарушения при прокладке кабеля – 3 %;
– старение изоляции из-за длительной эксплуатации или перегрузок – 1 %;
– прочие и неустановленные причины – 7 %.
В соответствии с требованиями Инструкции по эксплуатации силовых кабельных линий предусмотрен текущий или капитальный ремонт кабельных линий напряжением до 35 кВ. Текущий ремонт может быть аварийным, срочным и плановым.
Аварийный ремонт необходим в том случае, когда после отключения кабельной линии потребители всех категорий остались без напряжения и нет воможности подать напряжение по кабелям высокого или низкого напряжения, в том числе по временным шланговым кабелям, или когда резервная линия, на которую передана нагрузка, недопустимо перегружена и требуется ограничение потребления. К аварийному ремонту приступают немедленно и выполняют его непрерывно, чтобы в минимально кратчайший срок включить кабельную линию.
В больших городских кабельных сетях и на крупных промышленных предприятиях для этого сформированы аварийно-восстановительные службы из бригады или нескольких бригад, которые дежурят круглосуточно и по указанию диспетчерской службы немедленно выезжают на место аварии.
Срочный ремонт необходим, если приемники первой или второй категории лишаются автоматического резервного питания, а оставшиеся кабельные линии перегружены, что ведет к ограничению потребления. По указанию руководства энергослужбы ремонтные бригады приступают к срочному ремонту кабельных линий в течение рабочей смены.
Плановый ремонт выполняется по плану-графику, утвержденному руководством энергослужбы. План-график ремонтов кабельных линий составляется ежемесячно на основе записей в журналах обходов и осмотров, результатов испытаний и измерений, а также по данным диспетчерских служб.
Капитальный ремонт кабельных линий производится по годовому плану, разрабатываемому ежегодно в летний период для следующего года на основе данных эксплуатации. При составлении плана капитального ремонта учитывается необходимость внедрения новых, более современных типов кабелей и кабельной арматуры. Планируются ремонт кабельных сооружений и ликвидация неисправности освещения, вентиляции, противопожарных средств, устройств по откачке воды. Учитывается также необходимость частичной замены кабелей на отдельных участках, лимитирующих пропускную способность линий или не удовлетворяющих требованиям термической стойкости в изменившихся условиях работы сети при возросших токах короткого замыкания.
Ремонт находящихся в эксплуатации кабельных линий выполняется непосредственно самим эксплуатационным персоналом или персоналом специализированных электромонтажных организаций. При ремонте эксплуатируемых кабельных линий выполняются следующие работы:
– отключение кабельной линии и ее заземление, ознакомление с документацией и уточнение марки и сечения кабеля, выписка наряда-допуска по технике безопасности, погрузка материалов и инструмента, доставка бригады на место работы;
– выполнение шурфов, раскопка котлованов и траншей определение ремонтируемого кабеля, ограждение рабочего места и мест раскопок, определение кабеля в РП (ТП) или в кабельных сооружениях, проверка отсутствия горючих и взрывоопасных газов, получение разрешения на огневые работы;
– допуск бригады, прокол кабеля, разрезание кабеля или вскрытие муфты, проверка изоляции на наличие влаги, отрезание участков поврежденного кабеля, установка палатки;
– прокладка ремонтной кабельной вставки;
– ремонт кабельной муфты – разделка концов кабеля, фазировка кабелей, монтаж соединительных муфт (или муфты и заделки);
– окончание работ – закрытие дверей РУ, ТП, кабельных сооружений, сдача ключей, засыпка котлованов и траншей, уборка и погрузка инструмента, доставка бригады на базу, составление исполнительного эскиза и внесение изменений в документацию кабельной линии, отчет об окончании ремонта;
– измерения и испытания кабельной линии.
В целях ускорения ремонтных работ на кабельных линиях должны применяться пневматические отбойные молотки, электромолотки, бетоноломы, экскаваторы, средства для отогрева мерзлого грунта.
Ремонтные работы кабельных линий бывают простыми, не требующими больших трудозатрат и времени, и сложными, продолжающимися несколько дней. К простым относятся, например, такие, как ремонт наружных покровов (джутового покрова, поливинилхлоридного шланга), покраска и ремонт бронелент, ремонт металлических оболочек, ремонт концевых заделок без демонтажа корпуса и т. п. Простые ремонты выполняются в одну смену одной бригадой (звеном).
Сложнее ремонты предусматривают замену большой длины кабеля в кабельных сооружениях с предварительным демонтажом вышедшего из строя кабеля или прокладку в земле нового кабеля на участке длиной несколько десятков метров (в редких случаях – и сотен метров). Выполнение ремонтов затрудняет прокладка кабельной трассы по сложным участкам со многими поворотами, с пересечением шоссейных дорог и инженерных коммуникаций, большая глубина залегания кабеля, также необходимость отогревать землю в зимнее время. При выполнении сложных ремонтов прокладывается новый участок кабеля (вставка) и монтируются две соединительные муфты.
Сложные ремонты выполняются одной или несколькими бригадами, а при необходимости – круглосуточно и с применением землеройных механизмов и других средств механизации. Сложные ремонты выполняются или силами энергослужбы предприятия (городских сетей), или с привлечением специализированных организаций по монтажу и ремонту кабельных линий.
6.2. Ремонт защитных покровов
Ремонт наружного джутового покрова. Содранную пропитанную кабельную пряжу протянутого через трубы, блоки или другие препятствия кабеля, необходимо восстанавливать. Ремонт выполняется подмоткой смоляной лентой в два слоя с 50 %-ным перекрытием с последующей промазкой этого участка разогретой битумной мастикой МБ-70 (МБ-90).
Ремонт поливинилхлоридного шланга и оболочек. Ремонт поливинилхлоридного шланга или оболочек проводят с помощью сварки, в струе горячего воздуха (при температуре 170… …200 °С) с применением сварочного пистолета с электрическим подогревом воздуха, как показано на рис. 6.1, газовоздушного – на рис. 6.2. Сжатый воздух при этом подводится под давлением 0,98×104 Па от компрессора, баллона со сжатым воздухом или переносного блока с ручным насосом.

Рис 6.1. Сварочный пистолет ПС-1 с электрическим подогревом:
1 – сопло для выхода горячего воздуха; 2 – нагревательная воздушная камера;
3 – штуцер для подачи сжатого воздуха; 4 – электропровод
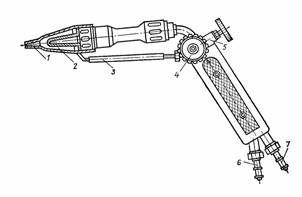
Рис. 6.2. Газовоздушный пистолет:
1 – сопло для выхода горячего воздуха; 2 – нагревательная воздушная
камера; 3 – резиновая трубка; 4– кран для воздуха;
5– кран для пропан-бутана; 6 – штуцер для подачи сжатого воздуха;
7 – штуцер для подачи пропан-бутана
В качестве присадки при сварке применяется поливинилхлоридный пруток диаметром 4…6 мм.
Перед сваркой места, подлежащие ремонту, необходимо очистить и обезжирить бензином, кабельным ножом вырезать посторонние включения и срезать в местах повреждения шланга выступающие края и задиры.
Для ремонта проколов небольших отверстий и раковин место повреждения в шланге или оболочке и конец присадочного прутка прогревают в течение 10…15 с струёй горячего воздуха, затем струю отводят, а конец прутка прижимают и приваривают к шлангу в месте разогрева. После охлаждения, убедившись в прочности приварки прутка легким его подергиванием, пруток отрезают. Для герметизации и выравнивания сварочного шва место ремонта прогревают до появления признаков плавления, после этого к разогретому месту прижимают рукой кусок кабельной бумаги, сложенной в 3 – 4 слоя. Для надежности операцию повторяют 3 – 4 раза. Для ремонта шланга, имеющего щели, прорези и вырезы, конец присадочного прутка приваривают к целому месту шланга на расстоянии 1 – 2 мм от места повреждения. Убедившись в прочности приварки, направляют струю воздуха так, чтобы одновременно прогревались нижняя часть присадочного прутка и обе стороны прорези или щели. Легким усилием нажимая на пруток, последний укладывают и приваривают вдоль щели или прорези. Приварку прутка заканчивают на целом месте на расстоянии 1 – 2 мм от повреждения. Затем ножом срезают выступающие поверхности прутка и производят выравнивание сваренного шва.
Разрывы шланга или оболочки ремонтируют с применением поливинилхлоридных заплат или разрезанных манжет. Заплата изготовляется из пластиката так, чтобы края ее на 1,5 – 2 мм перекрывали место разрыва. Заплату по всему периметру приваривают к шлангу, а затем вдоль образовавшегося шва приваривают присадочный пруток, а выступающие поверхности прутка срезают и выравнивают шов в месте сварки.
Для ремонта шланга или оболочки с применением разрезной манжеты кусок поливинилхлоридной трубки отрезают на 35…
…40 мм выше поврежденного места, разрезают трубку вдоль и надевают ее на кабель симметрично месту повреждения. Манжету временно закрепляют поливинилхлоридной или миткалевой лентой с шагом 20…25 мм, приваривают конец прутка в месте стыка манжеты со шлангом (оболочкой), а затем укладывают и приваривают пруток вокруг торца манжеты. После приварки обоих торцов манжеты к шлангу (оболочке) снимают ленты временного крепления, приваривают пруток вдоль разреза манжеты, срезают выступающие поверхности прутка и производят окончательное выравнивание всех сварных швов.
Ремонт поливинилхлоридных шлангов и оболочек кабелей может выполняться также с применением эпоксидного компаунда и стеклоленты. Поверхность шланга или оболочки предварительно обрабатывают, как указано выше, и с помощью драчевого напильника добиваются ее шероховатости. Место повреждения
и за его краями на расстоянии 50…60 мм в обе стороны смазывают эпоксидным компаундом с введенным в него отвердителем. По слою эпоксидного компаунда накладываются 4 –5 пять слоев стеклоленты, каждый из которых также промазывают слоем компаунда.
Временный ремонт шлангов и оболочек в целях предотвращения проникновения влаги под оболочку кабеля, а также вытекания битумного состава из-под шланга разрешается выполнять с помощью липкой поливинилхлоридной ленты с 50 % -ным перекрытием в три слоя с промазкой верхнего слоя поливинилхлоридным лаком № 1. По второму способу временный ремонт выполняется лентой ЛЭТСАР в три слоя с 50 %-ным перекрытием.
Покраска бронелент. Если бронепокровов кабеля разрушен коррозией, выполняют его покраску. Рекомендуется применять термостойкие пентафталевые лаки ПФ-170 или ПФ-171 либо термостойкую маслобитумную краску БТ-577. Покраску выполняют с применением краскораспылителя, а при его отсутствии – кистью.
Ремонт бронелент. Обнаруженные на открыто проложенных кабелях участки разрушенных бронелент обрезают и удаляют.
В местах отрезанных лент выполняют временные бандажи. Рядом с временными бандажами обе ленты тщательно зачищают до металлического блеска и облуживают припоем ПОССу 30-2, после чего провод заземления закрепляют бандажами из оцинкованной проволоки диаметром 1 – 1,4 мм и припаивается этим же припоем. Сечение проводника заземления выбирают в зависимости от сечения жил кабеля, но оно должно быть не менее 6 мм2.
При облуживании и пайке бронелент применяют паяльный жир. Продолжительность каждой пайки должна составлять не более 3 мин. Временные бандажи удаляют. На оголенный участок оболочки наносят антикоррозионное покрытие.
В тех случаях когда возможны механические воздействия на ремонтируемый участок кабеля, на него дополнительно наматывают по повиву один слой бронеленты, предварительно демонтируемый с отрезка кабеля с неповрежденной броней. Ленту наматывают с 50 %-ным перекрытием и закрепляют бандажами из оцинкованной проволоки. Проводник заземления в этом случае по всей длине перемычки должен быть распушен в целях создания плотного облегания брони вокруг участка ремонтируемого кабеля.
6.3. Ремонт металлических оболочек
Если при повреждении оболочки кабеля (трещины, проколы) обнаружена течь маслоканифольного состава на этом участке, с обеих его сторон на расстоянии 150 мм от места повреждения удаляют оболочку. Верхний слой поясной изоляции снимают и проверяют на влажность в разогретом парафине.
В том случае если влага отсутствует и изоляция не разрушена, свинцовую или алюминиевую оболочку ремонтируют.
Из листового свинца толщиной 2…2,5 мм вырезают полосу шириной на 70…80 мм выше оголенного участка кабеля и длиной на 30…40 мм больше длины окружности кабеля по оболочке.
В полосе выполняют два заливочных отверстия с таким расчетом, чтобы они располагались над отделенной частью кабеля. Полосу тщательно очищают от пыли и грязи ветошью, смоченной в бензине.
Удаленный полупроводящий слой бумаги и верхнюю ленту поясной изоляции восстанавливают и закрепляют бандажами из хлопчатобумажных ниток. Участок прошпаривают кабельной массой МП-1.
Полосой свинца обертывают оголенное место кабеля так, чтобы она заходила равномерно на края оболочки кабеля, а края образовавшейся свинцовой трубы перекрывали друг друга не менее чем на 15…20 мм. Вначале производят пропайку припоем ПОССу 30-2 продольного шва, а затем торцы трубы подгибают к оболочке кабеля и припаивают к ней.
Для кабелей с алюминиевой оболочкой в месте припайки свинцовой трубы оболочку кабеля облуживают припоем мар-
ки А. Муфту заливают горячей кабельной массой МП-1. После остывания и доливки запаивают заливочные отверстия. На запаянное на торцах место накладывают бандаж из медной проволоки виток к витку диаметром 1 мм с выходом 10 мм на оболочку кабеля и припаивают к оболочке. Отремонтированное место покрывают смоляной лентой в два слоя с 50 %-ным перекрытием.
В том случае если влага проникла под оболочку или повреждена поясная изоляция, а также изоляция жил, участок кабеля вырезают по всей длине, где обнаружена влага или повреждения изоляции. Затем вставляют отрезок кабеля необходимой длины и проводят монтаж двух соединительных муфт. Сечение и напряжение кабеля должны соответствовать вырезанному участку.
Марка кабеля для вставки может быть другой, но аналогичной вырезанному участку.
6.4. Восстановление бумажной изоляции
В тех случаях когда повреждены не токопроводящие жилы, а изоляция жил и поясная изоляция, а влага в ней отсутствует, изоляцию восстанавливают с последующим монтажом разрезной свинцовой соединительной муфты.
Кабель раскрывают до такой длины, чтобы можно было создать его достаточную слабину для разведения жил между собой. После разведения жил и удаления старой изоляции восстанавливают изоляцию жил с помощью наложения бумажных роликов или лентой ЛЭТСАР с предварительной обработкой прошпарочной массой МП-1. Устанавливают разрезную свинцовую муфту и пропаивают сначала продольный шов, а затем припаивают муфту к оболочке кабеля.
Такой ремонт можно выполнять на горизонтальных участках кабельных трасс, где отсутствует повышенное давление масла, так как муфта с продольной пайкой имеет меньшую механическую прочность.
6.5. Ремонт токопроводящих жил
Если разрыв жил кабеля произошел на незначительной длине и его можно подтянуть за счет «змейки», выполненной при прокладке, производят обычный ремонт соединительной свинцовой или эпоксидной соединительной муфты. Если запаса длины кабеля нет, можно применять удлиненные соединительные гильзы и муфты. Ремонт в этом случае производят с одной соединительной свинцовой муфтой. Во всех остальных случаях при ремонте токопроводящих жил кабеля применяют вставку кабеля и выполняют монтаж двух соединительных свинцовых или эпоксидных муфт.
6.6. Ремонт соединительных муфт
Ремонт соединительной муфты или монтаж вставки кабеля и двух соединительных муфт проводят после осмотра муфты и ее разборки.
Если пробой произошел с места пайки жилы или с гильзы на корпус свинцовой муфты и разрушение незначительное и изоляция не увлажнена, производят последовательную разборку муфты и поврежденной части изоляции. Затем изоляцию восстанавливают бумажными роликами или лентой ЛЭТСАР и прошпаривают массой МП-1. Устанавливают разрезной корпус муфты и выполняются все дальнейшие операции по монтажу муфты.
Если пробой произошел в шейке муфты с жилы на край оболочки и изоляция не увлажнена, муфту разбирают, затем отрезают участок брони и оболочки на длину, необходимую для удобного разведения жил. Изоляцию поврежденной жилы восстанавливают и прошпаривают. Устанавливают удлиненный разрезной корпус свинцовой муфты и выполняют все операции по монтажу муфты.
Если разрушения значительны, то применяют вставку кабеля с монтажом двух муфт по технологии, предусмотренной технической документацией.
В большинстве случаев повреждения в соединительных муфтах происходят при профилактических испытаниях повышенным напряжением. И если к ремонту не приступить сразу же после определения места повреждения, в муфту начнет поступать влага. В этом случае вырезают дефектную муфту и участки кабеля. Как правило, чем дольше находится в земле поврежденная и не отремонтированная муфта, тем длиннее будет вставка кабеля при ремонте кабельной линии.
6.7. Ремонт концевых муфт наружной установки
Концевые муфты наружной установки в основном выходят из строя в дождливые периоды времени года или при большой относительной влажности воздуха. Поврежденную муфту необходимо обрезать, проверить изоляцию кабеля на влажность и, если бумажная изоляция не увлажнена, выполнить монтаж муфты в соответствии с требованиями технической документации. Если длина кабеля в конце линии имеет достаточный запас, то ремонт ограничивается монтажом только концевой муфты. Если же запаса кабеля недостаточно, то на конце кабельной линии выполняют вставку кабеля необходимой длины. В этом случае необходимо монтировать соединительную и концевую муфты.
В концевых муфтах наружной установки с металлическим корпусом 1 раз в год в течение всего времени эксплуатации проверяют уплотнения и подтягивают гайки. Одновременно осматривают контактные соединения и в случае необходимости очищают контактные поверхности и подтягивают болты.
Систематически окрашивают эмалью места пайки, швы армировки и уплотнений. Поверхность концевых эпоксидных муфт наружной установки необходимо в процессе эксплуатации (1 раз в 3…5 лет в зависимости от местных условий) красить эмалями воздушной сушки. Окраску выполняют в сухую погоду, предварительно очистив поверхность муфты и изоляторов.
Изоляторы концевых муфт наружной и внутренней установок, а также изоляционные поверхности концевых заделок необходимо периодически очищать от пыли и грязи, смоченной в бензине тканью, не оставляющей ворсинок. Более частой очистке должна подвергаться концевая кабельная арматура в цехах промышленных предприятий и зонах с проводящей пылью. Периодичность протирки и очистки концевой кабельной арматуры на данной электроустановке устанавливает главный инженер местного энергопредприятия.
6.8. Ремонт концевых заделок
При разрушении корпуса заделки и выгорании жил в корешке их ремонтируют так же, как и концевые муфты. При этом корпус заделки и детали нельзя использовать повторно.
Ремонт концевых заделок в стальных воронках при разрушении изоляции жил выполняют в следующей последовательности: разрушенную или пришедшую в негодность изоляцию жил (загрязнение, увлажнение) удаляют, сматывают один слой бумажной изоляции, производят подмотку в пять слоев с 50 %-ным перекрытием липкой поливинилхлоридной лентой или тремя слоями прорезиненной ленты с последующим покрытием изоляционными лентами или красками. Ремонт может быть выполнен и с применением лент ЛЭТСАР (два слоя) и ПВХ (один слой). При растрескивании, отслаивании, частичном уходе и значительном загрязнении заливочного состава, особенно когда эти дефекты сопровождаются заметным смещением жил между собой или к корпусу воронки (что может в свою очередь вызываться неправильным положением или отсутствием распорной пластины), следует произвести полную перезаливку стальной воронки.
Старый заливочный состав удаляют (выплавляется), воронку опускают вниз и очищают от копоти и грязи. После подмотки нового уплотнения (под воронку) воронку ставят на место.
Горловину воронки подматывают смоляной лентой, затем воронку вместе с кабелем прикрепляют к опорной конструкции хомутом. Проверяют правильность положения фарфоровых втулок, а затем используют заливочный состав.
Ремонт концевых заделок из поливинилхлоридных лент производят при попадании пропиточного состава в корешок или на жилы, при растрескивании и обрывах лент. Проводят демонтаж старых лент и подмотку на жилах новых лент ПВХ или ЛЭТСАР.
Ремонт эпоксидных концевых заделок при разрушении подмоток на жилах выполняют с демонтажом старых лент, восстановлением новых лент ЛЭТСАР и дополнительной подливкой эпоксидного компаунда с таким расчетом, чтобы ленты заходили в заливаемый компаунд не менее чем на 15 мм.
При течи пропитывающего состава по кабелю в корешке заделки обезжиривают нижнюю часть заделки на участке 40…
…50 мм и на таком же расстоянии участок брони или оболочки (для небронированных кабелей). На обезжиренный участок корпуса заделки и примыкающий к нему участок кабеля шириной
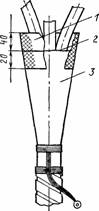
15…20 мм накладывают двухслойную подмотку из смазанной эпоксидным компаундом хлопчатобумажной ленты. Заливку ремонтной формы (рис. 6.3) производят эпоксидным компаундом.
При нарушении герметичности в месте выхода жил из корпуса заделки обезжиривают верхнюю плоскую часть корпуса заделки и участки трубок или подмотки жил длиной 30 мм, примыкающие к корпусу. Устанавливают съемную ремонтную форму (рис. 6.4), размеры которой выбирают в зависимости от типоразмера заделки. Форму заливают компаундом. При нарушении герметичности на жилах обезжиривают дефектный участок трубки или подмотки жилы и накладывают ремонтную двухслойную подмотку из хлопчатобумажных лент с обильной обмазкой эпоксидным компаундом каждого витка обмотки или ленту ЛЭТСАР в три слоя.
При нарушении герметичности в месте примыкания трубки или подмотки к цилиндрической части наконечника обезжири-вают поверхность бандажа и участок трубки или подмотки жилы длиной 30 мм. На обезжиренные участки накладывают двухслойную подмотку из хлопчатобумажных лент с обильной обмазкой компаундом каждого витка подмотки. Поверх подмотки накладывают плотный бандаж из крученого шпагата и обмазывают эпоксидным компаундом.
|
||||
|
||||
6.9. Ремонт кабельных линий 0,38…10 КВ
При выводе кабельной линии в ремонт следует определить характер и место повреждения. В зависимости от характера повреждения производится либо ремонт защитных покровов, либо ремонт бумажной изоляции и токопроводящих жил с монтажом соединительных и концевых муфт с последующей фазировкой и испытанием повышенным напряжением.
Для ремонта сухих заделок необходимо удалить обесцвеченные или растрескавшиеся ленты, проверить бумажную изоляцию на отсутствие влаги и наложить новые ленты, укрепив их бандажами. Рекомендации по применению способов оконцевания, соединения и ответвления алюминиевых жил кабелей до 10 кВ приведены в табл. 6.1, а медных жил – в табл. 6.2.
Конструкции соединительных гильз и наконечников показаны на рис. 6.5.
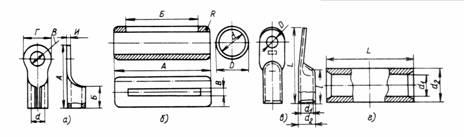
Рис. 6.5. Соединительные гильзы и наконечники:
а – медный наконечник типа П; б – медная соединительная гильза
для пайки; в – медный наконечник, закрепляемый опресовкой;
г – медная гильза, закрепляемая опресовкой
Для соединения и оконцевания медных и алюминиевых жил широко применяются различные прессы, выпускаемые промышленностью. Для опрессовки выбирают соответствующие наконечники или гильзы, пуансоны и матрицы. С концов жил снимают изоляцию на длину цилиндрической части наконечника или на половину длины гильзы. Секторные однопроволочные жилы скругляют с помощью прессов или клещей для скругления, многопроволочные жилы – с помощью плоскогубцев. Для алюминиевых жил применяют алюминиевые трубчатые гильзы и трубчатые алюминиевые наконечники типа ТА или ТАМ (медная контактная часть). Внутреннюю часть наконечников и гильз протирают, зачищают и смазывают кварцевой пастой. Также подготавливают и жилы, после чего на них надевают наконечники или гильзы. Опрессовку для наконечников выполняют в один прием двузубым инструментом, в два приема – однозубым; гильзу спрессовывают в два приема двузубым инструментом и в четыре приема – однозубым.
Оконцевание алюминиевых однопроволочных жил выполняют также с помощью пиротехнических прессов ППО-95 и
ППО-240; пуансоны и матрицы подбирают по сечениям жил. Изоляцию с жил снимают на длине 45 мм для кабелей сечением 25 мм2; 50 мм для 35…95 мм2; 55 мм для 120…240 мм2.
Для опрессовки медных жил применяют медные гильзы и медные трубчатые наконечники. Жилы, гильзы и наконечники зачищают. На жилах наконечники спрессовываются одним вдавливанием, а гильза – одним с каждой стороны.
Наиболее распространенными способами соединения и оконцевания жил кабелей до 10 кВ являются пайка и опрессовка, т. е. способы, которые можно применить как при ремонте кабельных линий, так и в РУ.
Соединяют жилы между собой и жилой с наконечником с помощью расплавленного припоя. Многопроволочные жилы для облегчения надевания на них наконечников, гильз или стальных форм обжимают с помощью универсальных плоскогубцев. Однопроволочные жилы скругляют с помощью прессов или специальных обжимных клещей. С концов жил снимают изоляцию на длине половины гильзы или стальной формы плюс 10 мм.
Медные жилы паяют в медных облуженных гильзах оловянно-свинцовыми припоями с применением флюсов путем сплавления припоя непосредственно или путем налива расплавленного припоя в гильзы. При сплавлении припоя пламенем горелки нагревают гильзу с введенными в нее облуженными медными жилами и обильно смазанными флюсом, затем вводят палочку припоя в пламя горелки и заполняют гильзу расплавленным припоем.
Таблица 6.1
Область применения способов оконцевания и соединения
алюминиевых жил кабелей до 10 кВ [13]
Вид работы, способ выполнения |
Сечение жил, мм2 |
Рекомендации по применению |
Оконцевание |
||
|
Опрессовка трубчатыми наконечниками ТА и ТАМ и штифтовыми наконечниками ШП |
16-240 |
Следует применять |
|
Штамповка наконечника из однопроволочной жилы пороховым прессом |
25-240 |
Рекомендуется |
|
Пайка наконечниками П |
16-240 |
Следует применять |
|
Пропано-кислородная сварка пластинами из сплава АДЗ-1Т1 |
50-240 |
Рекомендуется |
|
Электродуговая сварка в защитном газе наконечниками ШАС |
16-240 |
Допускается |
Соединение |
||
|
Опрессовка трубчатыми гильзами |
16-240 |
Рекомендуется до 1 кВ.Допускается6–10 кВ |
Окончание табл. 6.1
Вид работы, способ выполнения |
Сечение жил, мм2 |
Рекомендации по применению |
Термитная сварка соединением жил встык |
16-240 |
Следует применять |
Пайка способом полива |
16-240 |
То же |
Пайка сплавлением припоя |
16-240 |
Рекомендуется |
Пропано-кислородная сварка в стальных формах |
16-240 |
Следует применять |
При втором способе стальной ковш с припоем в количестве 8…10 кг разогревают до температуры 245…270º С и устанавливают под местом пайки. Металлической ложкой припой из ковша заливают несколько раз в гильзы, тем самым разогревая их до температуры припоя.
Таблица 6.2
Область применения способов оконцевании и соединения медных жил кабелей до 10 кВ |13]
|
Вид работы, способ выполнения |
Сечение жил, мм2 |
Рекомендации по применению |
|
Оконцевание |
||
|
Опрессовка трубчатыми наконечниками |
4-240 |
Следует применять |
|
Пайка наконечниками П |
1.5-240 |
То же |
|
Пайка многопроволочной жилы с образованием монолита при втычном наконечнике |
16-240 |
Допускается до 1 кВ |
|
Соединение |
||
|
Опрессовка трубчатыми гильзами |
16-240 |
Следует применять |
|
Пайка гильз |
4-240 |
Рекомендуется |
Примечание. Рекомендации по применению означают (в соответствии с ПУЭ): следует применять – данное требование является преобладающим; рекомендуется – данное решение является одним из лучших, но не обязательным; допускается – данное решение применяется в виде исключения, как вынужденное.
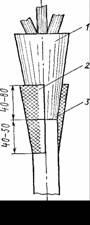
Алюминиевые жилы между собой паяют цинко-оловянным или оловянно-медно-цинковым припоем. Жилы перед пайкой подготавливают либо ступенчатой разделкой по повивам для соединения в гильзах, либо в стальных формах со срезом жилы под углом 55º. Жилы однопроволочного исполнения подготавливают только со срезом под углом 55º (рис. 6.6).
Ступенчатая разделка жил по повивам (рис. 6.6) проводится с соблюдением следующих условий:
Сечение жил, мм2 16…35 50…95 120…240
Количество ступеней 1 2 3
Длина участка жилы, очищен-
ной от изоляции, мм2... 50 60 70
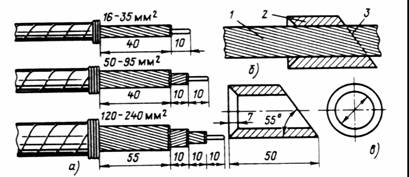
Рис.6.6. Подготовка алюминиевых многопроволочных жил под пайку:
а – ступенчатая разделка жил по повивам; б – разделка жилы под углом;
в – шаблон для оформления концов жил; 1– жила; 2 – шаблон;
3 – линия среза жилы
Для соединения в гильзах или в стальных разъемных формах концы жил обслуживают припоем марки «А» методом натирания, а затем оловянно-свинцовым (рис. 6.7). Края изоляции обматывают асбестовым шнуром для защиты ее от обугливания. Перед пайкой рекомендуется устанавливать защитные экраны и подматывать асбестовый шнур. Пайку выполняют методом сплавления припоя в гильзу или форму, нагревая их пламенем горелки. Стальной мешалкой перемешивают припой и удаляют шлаки.
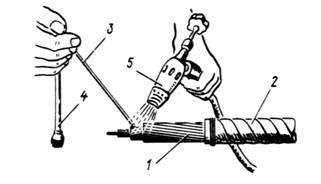
Рис. 6.7. Облуживание жилы припоем:
1 – алюминиевая многопроволочная жила со ступенчатой разделкой;
2 – изоляция; 3 – палочка припоя; 4 – металлическая кисточка; 5 – горелка
Пайка методом полива предварительно разогретого припоя в чугунных тиглях осуществляется в стальных разъемных формах. Тигель с расплавленным припоем ЦО-12 располагается вблизи пайки. Лоток из стали прикрепляют к жилам и опускают на край тигля, с тем чтобы в результате полива металлической ложкой припой после прогрева стальной формы сливался в тигель. В результате жилы разогреваются до температуры 500…550 °С и размягчаются (рис. 6.8).

Рис. 6.8. Соединение жил пайки поливом расплавленного припоя:
1– ложка паяльная; 2 – форма; 3 – лоток; 4 – тигель; 5 – скребок
Одновременно с размягчением торцов жил, срезанных под углом 55,° с них снимают скребком пленку окиси. Тигель с количеством припоя 7…8 кг разогревают перед пайкой каждой жилы, так как он быстро остывает. При количестве припоя в тигле до 15…18 кг разогрев производят 1 раз. Алюминиевые жилы со срезом под углом 55° располагают в формах на расстоянии 2 мм друг от друга для снятия пленки окиси со всей поверхности косого среза, благодаря чему увеличивается площадь пайки и повышается ее качество.
Для соединения алюминиевых жил с медными применяют или медные облуженные гильзы, или стальные разъемные формы. Алюминиевые жилы предварительно облуживают припоем марки «А», а затем оловянно-свинцовым. Таким же припоем выполняется и пайка. При пайке припоем ЦО-12 в стальных формах медная жила предварительно облуживается оловянно-свинцовым припоем, алюминиевая жила обрезается под углом 55° (рис. 6.6).
Для оконцевания медных и алюминиевых жил применяют медные облуженные наконечники типа П. Изоляцию с жил снимают на длину цилиндрической части наконечника плюс 10 мм. Многопроволочные секторные жилы скругляют универсальными плоскогубцами, а однопроволочные – прессом или клещами для скругления. На медные жилы надевают наконечник, уплотняют асбестовым шнуром, вводят флюс и прогревают наконечник пламенем горелки. Затем оловянно-свинцовый припой вводят в разогретый наконечник. Припой, расплавляясь, заполняет все пространства между проволоками жилы и наконечником.
Многопроволочные алюминиевые жилы перед пайкой облуживают натирочным припоем марки «А», затем – оловянно-свинцовым. Пайку алюминиевых жил выполняют так же, как и медных. Второй способ – используют в основным для пайки однопроволочных жил. Концы жил срезают под углом 55, надевают наконечник на жилу, выполняют уплотнение снизу асбестовым шнуром для защиты бумажной изоляции от обугливания и от вытекания припоя во время пайки. Пайку выполняют припоем
ЦО-12 без применения флюса. Наконечник прогревают пламенем горелки и в него вводят палочку припоя; расплавленный припой заполняет пустоты между проволоками и наконечником; под слоем расплавленного припоя скребком снимают пленку окиси, которая переходит в шлак.
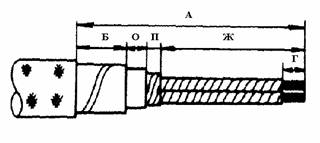
Способ разделки кабеля с бумажной изоляцией для монтажа свинцовых муфт приведен на рис. 6.9.
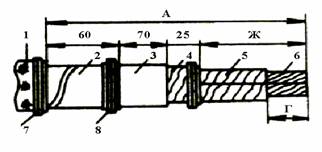
Рис. 6.9. Разделка кабеля с бумажной изоляцией для монтажа
свинцовых муфт:
1 – наружный покров; 2– броня; 3– оболочка;
4 – поясная изоляция; 5 – изоляция жил; 6 – жила кабеля;
7, 8 – проволочные бандажи
Разделка кабеля для монтажа чугунных соединительных муфт показана на рис. 6.10.