Поиск по сайту:
«Эксплуатация систем электроснабжения. Технология изготовления концевых и соединительных муфт»
7. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ КОНЦЕВЫХ И СОЕДИНИТЕЛЬНЫХ МУФТ
7.1. Разделка концов кабелей с бумажной изоляцией
Укладка концов кабеля. Конец разделываемого кабеля распрямляют на длине 1-1,5 м. В холодное время года его необходимо прогревать «бегающим» огнем горелки для исключения излома изоляции и оболочки.
Удаление джутового покрова. Для монтажа концевых заделок и муфт внутри помещений джут снимают со всей длины кабеля. Для муфт, монтируемых в земле, джут снимают до первого бандажа, т. е. на размер А.
Удаление брони. Накладывают второй бандаж на расстоянии 60 мм от первого. Ленты брони надрезают у второго бандажа и удаляют со всей длины кабеля.
Удаление покрова над оболочкой. Ленты покрова удаляют, разматывая от концов кабеля. Битумный состав смывают ветошью, смоченной в бензине. Для снятия лент покрова допускается прогрев их «беглым» огнем горелки. Для снятия шланга выполняют кольцевой надрез на расстоянии А от конца кабеля, затем на нем выполняют продольный надрез.
Снятие оболочки. От среза брони на расстоянии 70 мм выполняют первый кольцевой надрез, а на расстоянии 30 мм от первого – второй надрез. От второго кольцевого надреза до конца кабеля по свинцовой оболочке выполняют два продольных надреза на расстоянии 10 мм друг от друга. Удаляют полоску до второго кольцевого надреза и снимают всю оболочку. Алюминиевую оболочку удаляют от второго кольца после выполнения надреза по винтовой линии под углом 45° к оси кабеля с помощью специального ножа.
Удаление поясной изоляции. Полупроводящую бумагу и ленты поясной изоляции обрывают на всем протяжении до края оболочки.
Испытание изоляции на влажность. Сухим пинцетом обрывают ленты бумажной изоляции, прилегающие к оболочке и к жилам, заполнители и погружают их в парафин, нагретый до 150 °С. Признаком влаги является потрескивание и появление пены. Так же проверяют на отсутствие влаги и проволоки жилы.
Изгибание жил. Жилы выгибают с помощью шаблона, соответствующего сечению кабеля (радиус изгиба жил равен 10…12 диаметрам жилы, или высотам сектора). Жилы выгибают вручную, постепенно передвигая пальцы рук по их длине.
Соединение или оконцевание жил. С концов жил снимают изоляцию в зависимости от способа соединения или оконцевания. Чтобы оставшаяся изоляция не разматывалась, ее перевязывают суровыми нитками. Производят соединение или оконцевание жил по принятому способу.
Удаление оболочки между кольцевыми надрезами. После изгиба жил и их соединения удаляют участок металлической оболочки между кольцевыми надрезами и накладывают бандажи из суровых ниток на край поясной изоляции. Торцы оболочки обрабатывают, удаляя заусенцы. Выполняют разбортовку металли-ческой оболочки с помощью разбортовок под соответствующее сечение кабеля.
Удаление полупроводящей бумаги. На полупроводящую бумагу в 5 мм от края металлической оболочки накладывают бандаж из суровых ниток. Удаляют полупроводящую бумагу до бандажа, оставляя бандаж на краю поясной изоляции.
Наложение заземляющего проводника. Провод заземления накладывают на металлическую оболочку и ленты брони, укрепляют его двумя-тремя витками бандажа из оцинкованной проволоки. Алюминиевую оболочку предварительно обслуживают припоем марки А, затем оловянно-свинцовым припоем. Пайку проводников заземления выполняют оловянно-свинцовым припоем. Проводник выбирают длиной, достаточной для присоединения к металлическим корпусам муфт и опорным конструкциям. Свободный конец провода заземления оконцовывают наконечником, присоединяемым способом сварки, опрессовки или пайкой.
Удаление расцветочных лент на фазах. Удаление производят непосредственно перед установкой муфт для защиты бумажной изоляции от загрязнения в процессе разделки кабеля.
7.2. Разделка кабелей с пластмассовой изоляцией
Укладка концов кабелей для монтажа и удаления верхнего покрова. Концы кабеля распрямляют на длине 1 м. На наружном пластмассовом шланге (при его наличии) на расстоянии А от конца выполняют кольцевой и продольный надрезы на половину толщины шланга и удаляют его. При наличии джута поверх брони накладывают первый бандаж на расстоянии А и удаляют верхний покров.
Удаление брони и подушки под ней. На броню накладывают второй бандаж на расстоянии 40 мм от первого или от среза верхнего шланга. Бронерезкой надрезают и удаляют до второго бандажа броню и подушку под ней. На ленты экрана кабеля 6…10 кВ в 30 мм от среза брони накладывают бандаж, после чего ленты обрезают. Полупроводящий экран должен выступать
из-под среза металлического экрана на 10 мм.
Удаление поясной изоляции. В 10 мм от полупроводящего экрана на пластмассовой поясной изоляции делают кольцевой надрез и от него – продольный до конца кабеля на всей длине на глубину половины толщины изоляции, удаляют изоляцию.
Изгибание жил. Изгибание изолированных жил выполняют с радиусом не менее 10 диаметров жилы по изоляции или высоты сектора.
Наложение заземляющего проводника. К лентам металлического экрана проводник заземления припаивают с помощью паяльника, так как пламя горелки может повредить пластмассовую изоляцию.
7.3. Технология монтажа соединительной свинцовой муфты
Надевание свинцовой трубы на кабель. На один из концов кабелей подматывают чистую тряпку, после чего на него надевают свинцовую трубу. Трубу предварительно выпрямляют на деревянном шаблоне и протирают изнутри чистой ветошью.
Разделка кабеля. Для изолирования бумажными рулонами проводят ступенчатую разделку изоляции: на участке длиной
16 мм для кабелей на напряжение 6 кВ и 24 мм на 10 кВ; в кабелях 6 кВ образуются две ступени по 8 мм, а в кабелях 10 кВ – три. Для намотки роликами или лентой ЛЭТСАР ступенчатой разделки не выполняют.
Соединение жил. Жилы соединяют опрессовкой или пайкой. Заусенцы на гильзах удаляют с помощью напильника и наждачной бумаги.
Прошпарка бумажной изоляции. Выполняют прошпарку бумажной изоляции массой, разогретой до температуры 120…
…130 °С, для удаления пыли, влаги, металлических опилок и пополнения пропиточного состава в изоляции кабеля.
Изолирование жил рулонами. Между ступенчатой разделкой и гильзой подматывают роликами шириной 5 мм до уровня заводской изоляции или диаметра гильзы в зависимости от того, что имеет меньший размер. Роликами шириной 10 мм выравнивают бумагу до диаметра гильзы, а затем подматывают 6 –7 слоев по гильзе и на бумажной изоляции фаз не менее чем по 100 мм, создавая ровный слой под намотку рулонами. Выполняют вторую прошпарку. В рулонах перед намоткой с помощью шаблона выдвигают внутренние слои бумаги на 30 и 40 мм (для кабелей 6 и 10 кВ соответственно), обрезают образовавшийся конус, а затем сдвигают слои рулона в обратную сторону на 15 и 20 мм внутрь. Производят намотку рулонами каждой фазы, плотно навивая бумагу. Во время намотки каждым оборотом рулона подтягивают намотанный слой. Затянув рулон до отказа, обрывают верхние загрязненные руками слои бумаги. Толщина намотки должна быть 5 мм для кабелей 6 кВ и 7 мм – для 10 кВ. Выполняют третью прошпарку после намотки рулонов. Все три изолированные жилы сближают вплотную, на них накладывают роликом бандаж шириной 50 мм или два бандажа по 25 мм на толщину 2 мм. Бандаж укрепляют хлопчатобумажной пряжей.
Изолирование жил лентами ЛЭТСАР. Изоляцию жил и гильзы обезжиривают ацетоном или авиационным бензином. На гильзу и участок жилы между изоляцией и гильзой кисточкой наносят слой лака КО-916. Накладывают один слой ленты
ЛЭТСАР ЛПм с 50 %-ным перекрытием, являющейся адгезионной подмоткой. Поверх адгезионной подмотки накладывают липкую самосклеивающуюся ленту ЛЭТСАР с 50 %-ным перекрытием и с заходом на бумажную изоляцию жил на ширину 30…
…40 мм. Толщина намотки – 5 мм для кабелей 6 кВ и 7 мм – для 10 кВ. Ленты накладывают с натягом, так чтобы ширина ленты составляла 70 % первоначальной. Поверх трех изолированных жил накладывают общий бандаж из двух-трех слоев стеклоленты для защиты от механического повреждения верхнего слоя ленты ЛЭТСАР при вращении свинцовой трубы при обколачивании (рис. 7.1).
Изолирование жил роликами. Для изолирования роликами шириной 25 мм выполняют выравнивающую подмотку роликами 10 мм на неизолированной жиле между срезом заводской изоляции и гильзой. Сначала роликом шириной 50 мм накладывают на гильзу 8…10 слоев, затем роликом 25 мм – также 8…10 слоев. После этого накладывают подмотку роликами 25 мм, выполняя «сигару» по всей прямолинейной части соединения жил. Толщина подмотки поверх гильзы должна быть 5 мм для кабелей 6 кВ и 7 мм – для кабелей 10 кВ. Жилы сближают вместе и на них накладывают общий бандаж роликом 50 мм на толщину 2 мм. Выполняют прошпарку массой МП-1.
Удаление оболочек над пояском. Удаляют оболочки между двумя кольцевыми надрезами. Свинцовую оболочку кабеля разбортовывают, а у алюминиевой удаляют острые края среза оболочки. Полупроводящая бумага должна выступать из-под края оболочки на 5 мм.
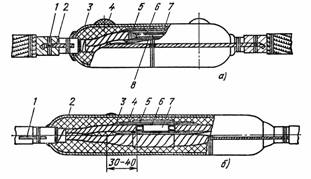
Рис. 7.1. Соединительные свинцовые муфты:
а– свинцовая СС: 1 – бандаж; 2 – провод заземления; 3 – корпус муфты;
4 – заливочное отверстие; 5—обмотка рулонами; 6 –подмотка роликами
шириной 10 мм; 7 – то же шириной 6 мм; 8 – соединительная гильза;
б – свинцовая ССсл: 1 – провод заземления; 2 – свинцовый корпус муфты;
8– заливочный состав; 4 – подмотка из ленты ЛЭТСАР КФ-0,5;
5 – бандаж из стеклоленты; 6 – адгезионная подмотка из ленты
ЛЭТСАР ЛПм;7 – гильза
Облуживание оболочки. Алюминиевую оболочку перед пайкой свинцовой трубы облуживают припоем марки «А», затем оловянно-свинцовым припоем.
Установка свинцовой трубы. Свинцовую трубу сдвигают на место соединения, ее края обколачивают вальком для придания сферической формы до соприкосновения с оболочкой, непрерывно вращая трубу в сторону намотки роликами и рулонами. Края свинцовой трубы с присадкой меди для облегчения обкалачивания подогревают пламенем горелки.
Пайка шейки муфты. Место пайки и пруток оловянно-свинцового припоя нагревают пламенем горелки, получая слой припоя над оболочкой и постепенно сдвигая его тряпочкой по всей окружности, прогревая те участки, на которые сдвигается припой. С помощью зеркала проверяют качество пайки в нижней части шейки. Продолжительность пайки одной шейки – 3-4 мин (во избежание перегрева поясной изоляции).
Вырубка заливочных отверстий. Вырубают два отверстия по двум сторонам равностороннего треугольника, образовавшийся язычок отгибают вверх.
Пайка второй шейки. Пайку второй шейки выполняют после вырубки заливочных отверстий, так как при их отсутствии может образоваться свищ от избыточного давления при сгорании продуктов шпарки внутри муфты.
Заливка муфты. Муфту заливают мастикой через одно из заливочных отверстий тонкой струёй до тех пор, пока в массе, вытекающей из второго отверстия, не прекратится выделение пены и пузырьков. В холодное время перед заливкой свинцовую муфту прогревают до температуры 50 ºС. Для равномерного заполнения массой муфту располагают строго горизонтально. Доливку муфты производят 2 раза по мере остывания массы и ее усадки.
Запаивание заливочных отверстий. Заливочные отверстия закрывают язычками и припаивают. Необходимо следить, чтобы припой при пайке не попал через отверстие внутрь муфты.
Заземление муфты. Провод заземления укладывают вдоль муфты, оболочек кабеля и брони. Укрепляют бандажом из оцинкованной проволоки на середине муфты, оболочках кабеля и брони, припаивают только на муфте и броне во избежание расплавления шейки муфты при пайке. Для небронированных кабелей типа ААШв разделку оболочки выполняют не на 70, а на
90 мм; в этом случае пайку следует выполнить на оболочке, но вдали от шейки. Провод заземления выбирают такой длины, чтобы можно было присоединить его к болтам заземления защитных кожухов.
Защита оболочек от коррозии. Свинцовую оболочку оголенных участков кабелей и свинцовую муфту перед установкой кожуха покрывают битумным составом. Алюминиевую оболочку и свинцовую муфту для защиты от почвенной коррозии дополнительно покрывают поливинилхлоридной лентой в два слоя с
50 %-ным перекрытием, поверх накладывают смоляную ленту и вновь покрывают битумом.
Установка кожуха. Для защиты от механических повреждений муфт, смонтированных в земле, применяют чугунные или стеклопластиковые кожухи. Под горловину кожуха на кабель подматывают смоляную ленту. Диаметр подмотки должен быть на 5 мм больше внутреннего диаметра горловины кожуха. Для муфт, смонтированных в помещениях, применяют стальные разъемные или неразъемные противопожарные кожухи. Внутренний диаметр стального кожуха должен быть не менее 150 мм, длина – 1250 мм, толщина стенки – 5 мм; изнутри стальной кожух обкладывают асбестовым листом толщиной 8…10 мм: торцы кожуха закрывают асбоцементными крышками толщиной 20 мм, одну из которых крепят винтами к кожуху, а другую устанавливают без крепления.
Оформление окончания работы. После окончания монтажа на кабель в 500 мм от муфты устанавливают свинцовую бирку с указанием даты монтажа и фамилии исполнителя. Бирку крепят к кабелю несколькими слоями смоляной ленты. Трассировщик (или другое лицо) зарисовывает муфту в эскизную книжку с привязкой ее к постоянным ориентирам, а затем переносит на план.
7.4. Технология монтажа заделок КВсл
Разделка кабеля. Конец кабеля длиной 1,5 м распрямляют и разделывают, длина жил в разделке должна быть не менее 150 мм для 1 кВ, 250 мм – для 6 кВ, 400 мм – для 10 кВ; ширина оболочки – 50 мм, поясной изоляции – 25 мм (рис. 7.2).
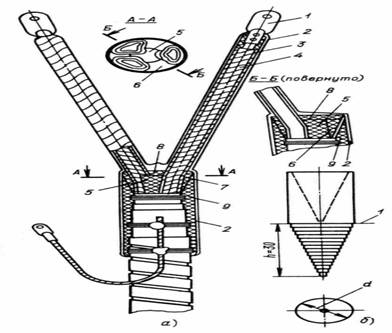
Рис. 7.2. Монтаж концевых заделок внутренней
установки из самосклеивающихся лент типа КВсл
Заземление разделки. Провод заземления припаивают к оболочке и броне кабеля, а другой конец оконцовывают наконечником для присоединения его к опорной конструкции.
Оконцевание жил. Жилы оконцовывают наконечниками.
Подмотка жил. Поверхности оболочек, поясной изоляции, изоляции жил и наконечников обезжиривают. На оболочку и наконечник наносят тонкий слой лака КО-916. Накладывают двухслойную подмотку лентой ЛЭТСАР на жилы от поясной изоляции до контактной части наконечника. Ленту накладывают
с 50 %-ным перекрытием и вытягивают до 70 % первоначальной ширины. Между изоляцией и наконечником выполняют выравнивающую подмотку.
Наложение уплотнительных конусов. В корешке разделки устанавливают уплотнительные центральный и боковые конусы из ленты ЛЭТСАР для заполнения промежутков между жилами. Конусы выматывают без натяжки до необходимого диаметра, затем выдавливают на 30 мм и обрезают. На концы накладывают слой лака КО-916 и вставляют в корешок.
Наложение бандажирующей подмотки. Жилы с помещенными между ними конусами сжимают в пучок и накладывают бандаж лентой ЛЭТСАР в 30 мм от поясной изоляции. Бандажирующая подмотка необходима для заполнения щелей в корешке заделки. Лентой ЛЭТСАР выполняют виток вокруг одной жилы, после чего переходят на другую, затем на следующую и так подматывают до устранения щелей в корешке.
Наложение подмотки на корешок. Трехслойную подмотку лентой ЛЭТСАР с 50 %-ным перекрытием накладывают на 30 мм участка жил, сжатых в пучок, на ступени поясной изоляции, оболочки и с заходом на 20 мм на наружные покровы кабеля. В процессе намотки ленту вытягивают так, чтобы ширина ее составляла 70 % исходной.
Подмотка из лент ПВХ. Однослойную подмотку из липкой поливинилхлоридной ленты с 50 %-ным перекрытием накладывают поверх ленты ЛЭТСАР на жилах в корешке и по ступени оболочки.
Заделки типа КВсл предназначены для оконцевания кабелей с бумажной изоляцией на напряжение до 10 кВ внутри сухих помещений при разностях уровней между высшей и низшей точками кабеля на трассе до 10 м. Концевые заделки типа КВС применяют для кабелей с бумажной изоляцией до 10 кВ внутри помещений и в наружных установках при условии защиты заделки от попадания атмосферных осадков.
7.5. Изготовление концевых муфт из термоусаживаемых материалов
Монтаж концевых термоусаживаемых муфт марки
КВТп на напряжение до 10 кВ
Концевые термоусаживаемые муфты КВТп предназначены для оконцевания силовых кабелей с алюминиевыми или медными жилами, в алюминиевой, свинцовой или пластмассовой оболочке, в защитных покровах или без них, с бумажной или пластмассовой изоляцией напряжением до 10 кВ частотой 50 Гц, находящихся внутри помещений. Муфты устанавливают в любом положении и применяют на трассах с разностью уровней концов кабелей до 25 м [13].
Кабели с бумажной изоляцией муфты предназначены для эксплуатации внутри помещений категории УЗ, а кабели с пластмассовой изоляцией – внутри помещений всех категорий.
Выбор типоразмеров муфт производят в зависимости от сечения, вида изоляции и числа жил, рабочего напряжения кабеля. Пример обозначения муфты концевой внутренней установки, термоусаживаемой, полиэтиленовой второго типоразмера на напряжение до 10 кВ при ее заказе и в документации другой продукции: муфта КВТп-2-10. Перед началом монтажа муфты проверяют комплектность упакованных деталей и материалов.
Монтаж муфты начинают с разметки кабеля, т. е. определяют местонахождение муфты и длину жил до подключающего устройства. После этого лишнюю длину кабеля отрезают и приступают к ступенчатой разделке конца кабеля.
Ступенчатая разделка заключается в последовательном удалении на определенной длине защитных покровов, оболочки и изоляции кабеля.
На рис. 7.3,а показана разделка конца кабеля с бумажной изоляцией напряжением до 10 кВ.
Кабели с пластмассовой изоляцией напряжением 6 и 10 кВ имеют следующие конструктивные особенности:
– у кабелей напряжением 6 кВ изолированные жилы заключены в общий шланг, поверх которого имеются полупроводящий и металлический (медный или алюминиевый) экраны;
– у кабелей напряжением 10 кВ поверх каждой жилы имеется полупроводящий и металлический экраны. Поясная изоляция отсутствует.
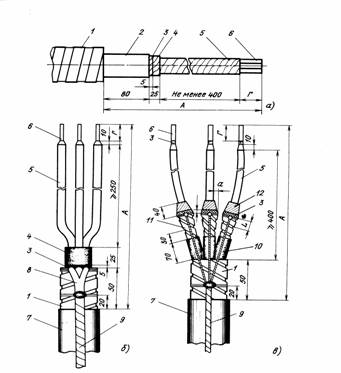
Рис. 7.3. Разделка кабелей для монтажа муфт из термоусаживаемых
материалов:
а – с бумажной изоляцией; б – с пластмассовой изоляцией напряжением
6 кВ; в – с пластмассовой изоляцией напряжением 10 кВ; 1 – броня;
2 – оболочка; 3 – полупроводящий слой; 4 – поясная изоляция;
5 – фазная изоляция; 6 – жила
Разделку кабеля с пластмассовой изоляцией на напряжение
6 кВ начинают с удаления отмеренной длины А наружного пластмассового шланга (рис. 7.3, б). При этом на поверхности шланга выполняют кольцевой и продольный надрезы на половину его толщины, после чего шланг на надрезанном участке удаляют. На расстоянии 50 мм от среза шланга поверх брони накладывают бандаж из стальной оцинкованной проволоки.
Со стороны торца кабеля бронерезкой или ножовкой с ограничителем глубины резания подрезают верхнюю и нижнюю ленты брони, после чего броню и подушку под ней удаляют.
Ленты полупроводящего и металлического экранов сматывают с конца кабеля. Ленты металлического экрана отгибают вниз и закрепляют бандажом на броне кабеля на расстоянии 20 мм от среза шланга, а затем обрезают по кромке бандажа. Ленты полупроводящего экрана обрезают у среза брони таким образом, чтобы ширина ступени полупроводящего экрана составляла 5 мм. После этого удаляют поясную изоляцию кабеля на расстоянии
25 мм от среза брони.
Заземление брони и ранее отогнутых металлических лент экрана выполняют следующим образом:
– ленты экрана и провод заземления облуживают припоем ПОС-40;
– ленты брони кабеля в месте пайки зачищают до металлического блеска напильником или ножовочным полотном;
– припаивают облуженные ленты экрана и провод заземления к зачищенной броне кабеля при помощи молоткового паяльника или насадки к горелке ГПВМ-01.
Разделку кабеля на напряжение 10 кВ начинают с удаления отмеренной длины А наружного пластмассового шланга (рис. 7.3, в), так же как у кабеля на напряжение 6 кВ. На расстоянии 50 мм от среза шланга поверх брони накладывают бандаж из стальной оцинкованной проволоки, надрезают по кромкам бандажа ленты брони и удаляют их вместе с подушкой под броней.
На оболочке каждой жилы на расстоянии 70 мм от бандажа выполняют продольный и кольцевой надрезы на половину ее толщины, а затем удаляют оболочку на надрезанном участке.
Ленты полупроводящего и металлического экранов сматывают с конца каждой жилы до места среза шланга и оставляют их до последующего монтажа. Салфеткой, смоченной в бензине или ацетоне, тщательно по всей длине жил смывают графитовый слой.
Конусную подмотку выполняют из липкой поливинилхлоридной либо липкой полиэтиленовой ленты (в зависимости от материала изоляции жил) или самосклеивающейся по пластмассовой изоляции жил начиная от точки, отстоящей на 30 мм от среза оболочки жилы. Размеры конусной подмотки приведены в таблице.
Размеры конусной подмотки (рис. 7.3, в)
|
Сечение жил кабеля, мм² |
а |
L |
|
16 |
6 |
40 |
|
25…70 |
4 |
50 |
|
95…150 |
3.5 |
55 |
|
185…240 |
3 |
60 |
Ленты полупроводящего экрана, ранее смотанные с жил, наматывают с 30…50 %-ным перекрытием на конусную подмотку, на вершине которой эти ленты закрепляют бандажом из хлопчатобумажной пряжи или суровых ниток. Излишек полупроводящих лент обрывают по кромке бандажа.
 Ленты металлического экрана наматывают на конусную подмотку и закрепляют проволочным бандажом, не доходя на 5 мм до бандажа из суровых ниток. Из-лишки металлических лент обрезают ровно по кромке бандажа. После этого провод заземления расплетают на три одинаковых части и каждую часть припаивают паяльником к лентам металлического экрана каждой жилы. Провод заземления припаивают к броне-лентам кабеля припоем ПОС-40.
Ленты металлического экрана наматывают на конусную подмотку и закрепляют проволочным бандажом, не доходя на 5 мм до бандажа из суровых ниток. Из-лишки металлических лент обрезают ровно по кромке бандажа. После этого провод заземления расплетают на три одинаковых части и каждую часть припаивают паяльником к лентам металлического экрана каждой жилы. Провод заземления припаивают к броне-лентам кабеля припоем ПОС-40.
Разделанный конец провода с бумажной или пластмассовой изо-ляцией тщательно протирают салфеткой, смоченной в бензине.
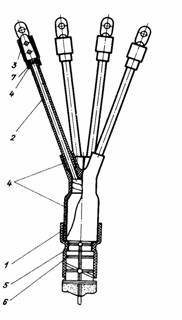
На кабель надевают защитную манжету и сдвигают ее вниз, чтобы она не мешала дальнейшим операциям (рис. 7.4).
|
Жилы кабеля разводят. На каждую жилу надевают до упора в поясную изоляцию термоусаживаемые трубки, которые прогревают и усаживают начиная с корешка разделки. Часть трубки, выступающей за жилу кабеля, обрезают.
Для усадки манжет, трубок и перчаток применяют оснастку.
На жилах кабеля, имеющих поливинилхлоридную изоляцию, трубки не устанавливают. Оболочку кабеля прогревают до температуры 50…60 °С (на выдержку руки). Затем на корешок разделки надевают и усаживают термоусаживаемую перчатку таким образом, чтобы корпус и пальцы перчатки полностью обтянули оболочку и изолированные трубками жилы кабеля. При усадке следят за расплавлением герметизирующего клеящего слоя. Усаженная перчатка не должна иметь морщин и складок.
По окончании усадки перчатки нагревают броню кабеля до 50…60 °С (на выдержку руки), надевают на корпус перчатки и место пайки провода заземления защитную манжету и усаживают ее таким образом, чтобы она полностью перекрыла оголенный участок оболочки и места пайки провода заземления на оболочке и броне. При усадке также следят за расплавлением герметизирующего клеящего слоя.
Термоусаженная манжета не должна иметь морщин и складок.
По окончании работ по усадке трубок, перчаток и манжет приступают к выполнению оконцевания жил кабеля. Для этого удаляют фазную изоляцию жил вместе с усаженной трубкой (под наконечник) на участке Г и напрессовывают или напаивают кабельные наконечники. Поверхность цилиндрической части наконечников очищают от заусенцев, острых краев, наплывов при помощи напильника и наждачной бумаги, предохраняя ранее усаженные трубки от попадания металлических опилок. Заполняют зазор между срезом изоляции и наконечником (если он имеется) лентой ПВХ до толщины фазной изоляции.
Нагревают цилиндрическую часть наконечников до температуры 50…60 °С, надевают и усаживают бандажирующие манжеты таким образом, чтобы они плотно обжимали жилы кабеля и цилиндрическую часть наконечников. При усадке следят за расплавлением герметизирующего клеящего слоя.
При поставке трубок, перчаток, манжет без клеящего слоя металлические части кабеля (броня, оболочка, цилиндрическая часть наконечника) нагревают до температуры 50…60 °С и обмазывают клеем ГИПК 14-17. Затем в технологической последовательности, описанной выше, устанавливают манжеты, трубки, перчатки и усаживают.
Остывшую до температуры 30…35 °С муфту можно вводить в эксплуатацию после проведения приемочных испытаний (целость жил, фазировка линии, испытания повышенным напряжением).